
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






اندرونی تھریڈ ویلڈ اسٹڈ
قابل اعتماد سپلائرز سے حاصل کردہ داخلی تھریڈ ویلڈ اسٹڈ کو مناسب طریقے سے نصب کیا گیا ہے ، ہر منصوبے میں مستقل معیار کو یقینی بناتے ہوئے ، اعلی ٹینسائل اور شیئر طاقت کی صلاحیتوں کے ساتھ غیر معمولی مضبوط ، قابل اعتماد رابطے بنائیں۔ ایک دہائی سے زیادہ کے تجربے کے ساتھ ، ژاؤوگو ® نے کلائنٹ کے مضبوط تعلقات استوار کیے ہیں اور کلیدی سپلائر کے ساتھ قابل اعتماد شراکت قائم کی ہے۔
ماڈل:Q 110-2012
انکوائری بھیجیں۔
مصنوعات کی وضاحت
آلات بنانے میں ، جیسے تندور ، فرج ، واشنگ مشینیں ، اندرونی دھاگے ویلڈ اسٹڈ کو بیرونی پینل ، اندرونی بریکٹ ، موصلیت اور وائرنگ ٹیوبیں جگہ پر رکھتے ہیں ، اور وہ اسے صاف ستھرا اور موثر انداز میں کرتے ہیں۔ الیکٹرانکس کے معاملات ، کنٹرول پینلز اور سوئچ گیئر کے ل they ، وہ گراؤنڈنگ پٹے ، ماؤنٹ سرکٹ بورڈ اور تیز حصوں کو جوڑنے کے لئے مضبوط تھریڈڈ اسپاٹ مہیا کرتے ہیں۔ اس سے معاملات کو بجلی کے لحاظ سے محفوظ اور میکانکی طور پر مستحکم رکھا جاتا ہے۔
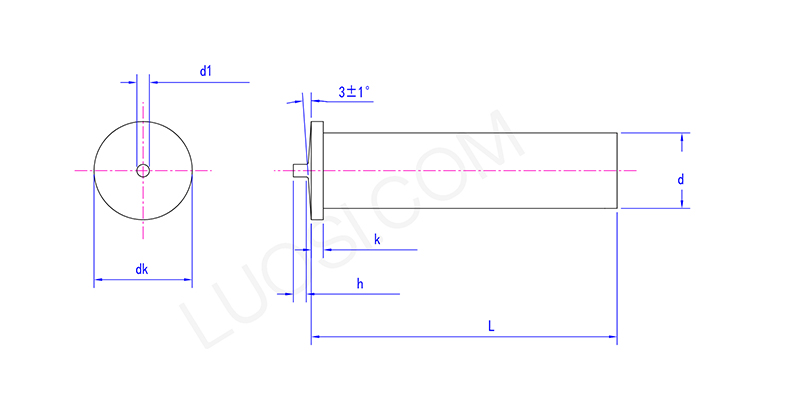
| پیر | φ3 |
φ4 |
φ5 |
φ6 |
| D زیادہ سے زیادہ | 3.1 | 4.1 | 5.1 | 6.1 |
| ڈی منٹ | 2.9 | 3.9 | 4.9 | 5.9 |
| ڈی کے میکس | 4.7 | 5.7 | 6.7 | 7.7 |
| ڈی کے منٹ | 4.3 | 5.3 | 6.3 | 7.3 |
| D1 زیادہ سے زیادہ | 0.68 | 0.73 | 0.83 | 0.82 |
| D1 منٹ | 0.52 | 0.57 | 0.67 | 0.67 |
| H زیادہ سے زیادہ | 0.6 | 0.6 | 0.85 | 0.85 |
| H منٹ | 0.5 | 0.5 | 0.75 | 0.75 |
| K میکس | 1.4 | 1.4 | 1.4 | 1.4 |
| K منٹ | 0.7 | 0.7 | 0.8 | 0.8 |
سطح کے علاج کے طریقے:
اندرونی تھریڈ ویلڈ اسٹڈز کو عام طور پر ان کی خدمت کی زندگی کو بڑھانے کے لئے سطح کے علاج کا نشانہ بنایا جاتا ہے۔ علاج کے عام طریقوں میں جستی میں شامل ہوتا ہے ، جو یا تو الیکٹروپلیٹ یا میکانکی طور پر جمع کیا جاسکتا ہے۔ یہ ایک سرمایہ کاری مؤثر نقطہ نظر ہے جو ان کے لئے زنگ کی روک تھام کی بنیادی صلاحیتوں کو فراہم کرتا ہے۔ استعمال کے زیادہ شدید منظرناموں میں ، پروٹریشن کا علاج ملعمع کاری سے کیا جاسکتا ہے یا صرف سٹینلیس سٹیل سے بنا ہوا ہے۔ اس معاملے میں ، آپ کو ایک ایسی کوٹنگ کا انتخاب کرنے کی ضرورت ہے جو ویلڈنگ کے عمل کے لئے مطابقت پذیر اور موزوں ہو ، اور اس بات کو یقینی بنائیں کہ منتخب کردہ مواد یا کوٹنگ انسٹالیشن کے مقام کے لئے موزوں ہے اور پروٹریشن کے منظر نامے کو استعمال کریں۔ اس طرح ، وہ زیادہ سے زیادہ پائیدار ہوسکتے ہیں۔
کم از کم آرڈر کی مقدار اور چھوٹ:
زیادہ تر داخلی تھریڈ ویلڈ اسٹڈز کے ل the ، ان کو تیار کرنے کا معمول کا وقت (ایف او بی) آپ کی تصدیق کے بعد آرڈر 25 سے 35 دن ہے۔ ہمارا معیاری برآمد کم سے کم آرڈر عام طور پر ایک معاملہ یا ایک پیلیٹ ہوتا ہے ، لیکن اس میں اتار چڑھاؤ ہوسکتا ہے ، خاص طور پر کچھ سائز کے ل we ہمارے پاس بہت زیادہ مقدار ہوتی ہے۔ اگر آپ بہت آرڈر دیتے ہیں تو ، آپ کو بہتر قیمتیں مل سکتی ہیں ، اور ہم ان کو بنانے اور بھیجنے کو ترجیح دیں گے۔
ہاٹ ٹیگز: اندرونی تھریڈ ویلڈ اسٹڈ ، چین ، مینوفیکچرر ، سپلائر ، فیکٹری
متعلقہ زمرہ
انکوائری بھیجیں۔
براہ کرم نیچے دیے گئے فارم میں بلا جھجھک اپنی انکوائری دیں۔ ہم آپ کو 24 گھنٹوں میں جواب دیں گے۔








