
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик




مستحکم ٹی اسٹائل ویلڈ گری دار میوے کو لوڈ کریں
لوڈ مستحکم ٹی اسٹائل ویلڈ گری دار میوے ایک بار ویلڈیڈ کے مقابلے میں بہت سی دوسری نٹ اقسام کے مقابلے میں کمپن اور ڈھیلنے کے خلاف اعلی مزاحمت پیش کرتے ہیں۔ قابل اعتماد مینوفیکچرنگ ، جو قابل اعتماد مینوفیکچررز کے ذریعہ تعاون یافتہ ہے ، ژاؤگو® کا مرکزی مرکز ہے ، جس سے یہ یقینی بنانا ہے کہ مصنوعات کو بین الاقوامی معیار پر پورا اترتا ہے۔
ماڈل:JIS B1196-3.2-1994
انکوائری بھیجیں۔
مصنوعات کی وضاحت
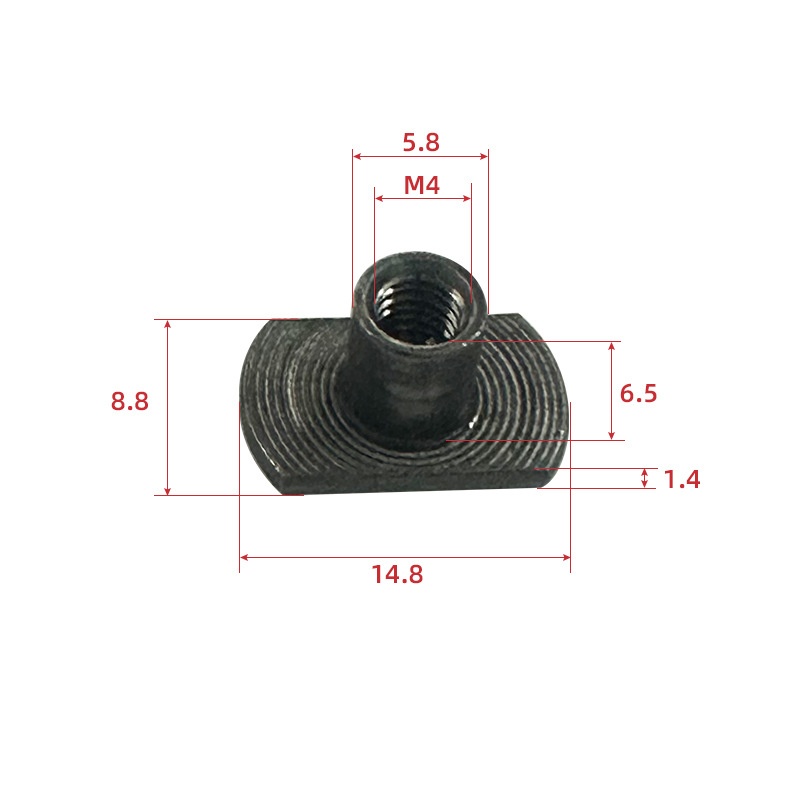
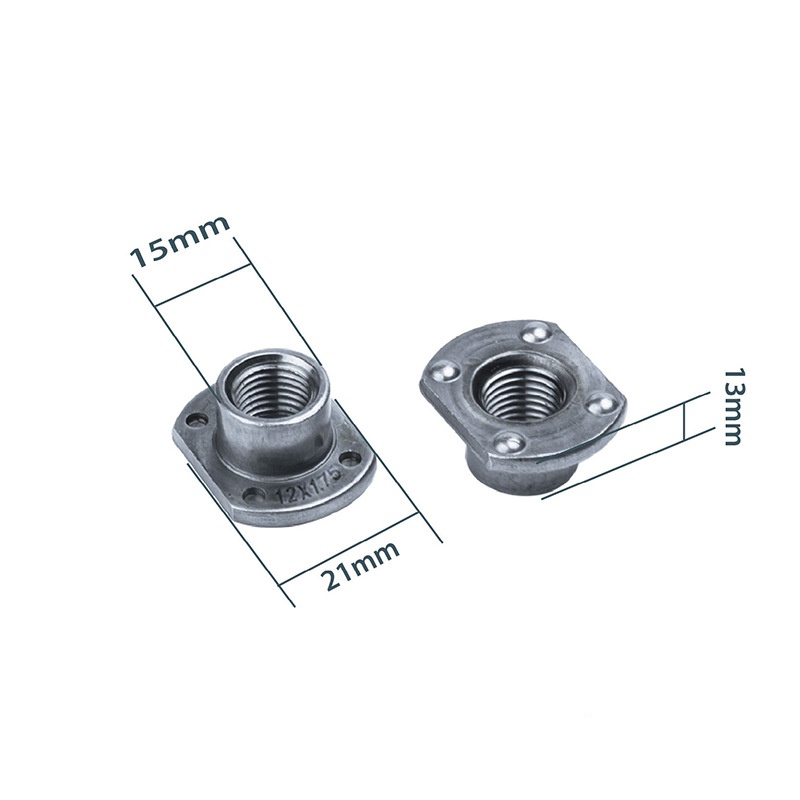
بولٹ کے برعکس جن کی آپ کو دونوں طرف جانے کی ضرورت ہے ، مستحکم ٹی اسٹائل ویلڈ گری دار میوے کو صرف ایک طرف سے رسائی کی ضرورت ہوتی ہے۔ یہ منسلک حصوں یا باکس کے سائز والے حصوں کے لئے انتہائی مفید ہے۔
نیز ، بگ فلانج شیٹ میٹل کے خلاف مہر لگانے میں مدد کرتا ہے۔ اگر آپ ویلڈنگ سے پہلے فلانج سطح پر سیلانٹ یا گسکیٹ رکھتے ہیں تو ، یہ گری دار میوے سخت فٹنگ ، لیک پروف پروف کنکشن کی تشکیل میں مدد کریں گے۔
| پیر | ایم 4 | ایم 5 | M6 | ایم 8 | M10 | M12 |
| P | 0.7 | 0.8 | 1 | 1︱1.25 | 1.25︱1.5 | 1.5︱1.75 |
| ڈی کے میکس | 20.5 | 20.5 | 23.7 | 23.7 | 31 | 33.2 |
| ڈی کے منٹ | 19.5 | 19.5 | 22.3 | 22.3 | 29 | 30.8 |
| ایس میکس | 12.25 | 12.25 | 14.3 | 14.3 | 19.4 | 21.5 |
| ایس منٹ | 11.75 | 11.75 | 13.7 | 13.7 | 18.6 | 20.5 |
| DS میکس | 5.9 | 6.7 | 8.3 | 10.2 | 13.2 | 15.2 |
| ڈی ایس منٹ | 5.4 | 6.2 | 7.8 | 9.5 | 12.5 | 14.5 |
| K میکس | 5.9 | 6.9 | 7.5 | 9 | 10.6 | 11.8 |
| K منٹ | 5.1 | 6.1 | 6.5 | 8 | 9.4 | 10.2 |
| H زیادہ سے زیادہ | 1.4 | 1.4 | 1.85 | 1.85 | 2.3 | 2.3 |
| H منٹ | 1 | 1 | 1.35 | 1.35 | 1.7 | 1.7 |
| D0 زیادہ سے زیادہ | 3.25 | 3.25 | 3.25 | 3.25 | 4.05 | 4.05 |
| D0 منٹ | 2.75 | 2.75 | 2.75 | 2.75 | 3.55 | 3.55 |
| D1 زیادہ سے زیادہ | 15.2 | 15.2 | 17.25 | 17.25 | 22.3 | 24.3 |
| D1 منٹ | 14.8 | 14.8 | 16.75 | 16.75 | 21.7 | 23.7 |
قابل اطلاق منظرنامے:
لوڈ مستحکم ٹی اسٹائل ویلڈ گری دار میوے کے لئے سب سے عام اور سستا ترین مواد درمیانے کاربن اسٹیل سے کم ہے - جیسے AISI 1008 ، 1010 ، 1018۔ اس طرح کا اسٹیل ویلڈنگ کے لئے اچھی طرح سے کام کرتا ہے ، اچھی طاقت رکھتا ہے ، شکل میں آسان ہے ، اور اس کی قیمت زیادہ نہیں ہے۔
کاربن اسٹیل بوجھ مستحکم ٹی اسٹائل ویلڈ گری دار میوے زیادہ تر باقاعدہ صنعتی استعمال کے ل fine ٹھیک ہیں ، چاہے اندر یا تھوڑا سا سنکنرن والی جگہوں پر - خاص طور پر اگر ان کے پاس حفاظتی کوٹنگ ہو۔ ان کی طاقت کی خصوصیات کا مطلب ہے کہ وہ ایک بار ویلڈیڈ ہونے کے بعد سخت جابوں کے لئے ضروری قینچ اور کھینچنے والی قوتوں کو سنبھال سکتے ہیں۔

تنصیب کی ہدایات:
لوڈ مستحکم ٹی اسٹائل ویلڈ گری دار میوے سے بہترین طاقت حاصل کرنے کے ل you ، آپ کو ویلڈنگ کی ترتیبات - موجودہ ، وقت ، دباؤ - کو بالکل ٹھیک طرح سے کنٹرول کرنے کی ضرورت ہے جیسے نٹ کے مواد اور موٹائی کے لئے مخصوص ہے۔
سطح کو تیار کرنا واقعی اہم ہے: صاف ، دھات پر تیل نہیں۔ ڈیزائن خود پروجیکشن کے ذریعہ ویلڈنگ کرنٹ کو مرکوز کرنے میں مدد کرتا ہے ، لیکن مشین کو صحیح طریقے سے ترتیب دینے اور اس بات کو یقینی بنانا کہ آپریٹرز جانتے ہیں کہ وہ کیا کر رہے ہیں وہ کلیدی ہیں۔ اسی طرح آپ ہر ٹی اسٹائل نٹ پر مستقل ، مضبوط ویلڈز حاصل کرتے ہیں۔
ہاٹ ٹیگز: مستحکم ٹی اسٹائل ویلڈ گری دار میوے ، چین ، ڈویلپر ، سپلائر ، فیکٹری
متعلقہ زمرہ
مسدس نٹ
مربع نٹ
ہیکساگون فلینج نٹ
لاک نٹ
کیپ نٹ
مسدس سلاٹڈ نٹ
ہینڈ سکرو دی نٹ
گول نٹ
حبس گری دار میوے
ٹی نٹ
ریڈ نٹ
دیگر گری دار میوے
انکوائری بھیجیں۔
براہ کرم نیچے دیے گئے فارم میں بلا جھجھک اپنی انکوائری دیں۔ ہم آپ کو 24 گھنٹوں میں جواب دیں گے۔








