
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






محفوظ کلینچنگ نٹ
ایک محفوظ کلینچنگ نٹ کے لئے تنصیب کے عمل میں اعلی قوت کا استعمال کرتے ہوئے اسے پہلے سے چھڑانے والے سوراخ میں ڈالنا شامل ہے۔ دنیا بھر میں متنوع صنعتی ضروریات کے ل x ، ژیاگوئی جیسے قابل اعتماد سپلائرز پر غور کریں جو جامع حل پیش کرتے ہیں۔
ماڈل:QIB/IND S
انکوائری بھیجیں۔
مصنوعات کی وضاحت
محفوظ کلینچنگ گری دار میوے کے اہم حص is ے یہ ہیں کہ انہوں نے اسمبلی کے وقت اور قیمت پر بہت کچھ کاٹ دیا کیونکہ آپ کو ویلڈنگ ، ٹیپنگ ، یا سوراخ والے ہارڈ ویئر کی ضرورت نہیں ہے۔ وہ بہت سے ویلڈیڈ اسٹڈز کے مقابلے میں باہر نکالے جانے یا مڑے ہوئے ہونے کے خلاف بہتر ہیں۔ ان میں ڈالنا صاف ستھرا کام ہے - گرمی ، چنگاریاں ، دھوئیں ، یا ویلڈ تار یا گیس جیسی چیزیں۔ اس سے چیزوں کو محفوظ تر بناتا ہے اور ماحولیاتی قواعد کو پورا کرنے میں مدد ملتی ہے۔ ویلڈنگ کے برعکس ، محفوظ کلینچنگ گری دار میوے کا استعمال بیس دھات کی کوٹنگ یا اس کی داخلی ڈھانچے کو گڑبڑ نہیں کرتا ہے۔ اس سے مشترکہ علاقہ زنگ کے خلاف مزاحم رہتا ہے اور مواد کی طاقت کو برقرار رکھتا ہے۔
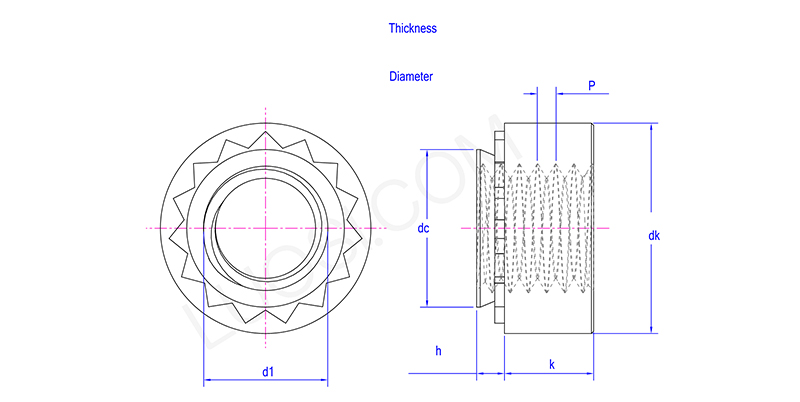
| پیر | 256-1 | 256-2 | 440-1 | 440-2 | 632-1 | 632-2 | 832-1 | 832-2 | 024-1 | 024-2 | 032-1 |
| P | 56 | 56 | 40 | 40 | 32 | 32 | 32 | 32 | 24 | 24 | 32 |
| D1 | #2 | #2 |
#4 |
#4 |
#6 |
#6 |
#8 |
#8 |
#10 |
#10 |
#10 |
| ڈی سی میکس | 0.165 | 0.165 | 0.343 | 0.343 | 0.212 | 0.212 | 0.233 | 0.233 | 0.295 | 0.295 | 0.295 |
| بڑھتے ہوئے سوراخوں کا قطر منٹ |
0.166 | 0.166 | 0.344 | 0.344 | 0.213 | 0.213 | 0.234 | 0.234 | 0.296 | 0.296 | 0.296 |
| بڑھتے ہوئے سوراخوں کا قطر زیادہ سے زیادہ |
0.169 | 0.169 | 0.347 | 0.347 | 0.216 | 0.216 | 0.237 | 0.237 | 0.299 | 0.299 | 0.299 |
| ڈی کے میکس | 0.26 | 0.26 | 0.45 | 0.45 | 0.29 | 0.29 | 0.32 | 0.32 | 0.38 | 0.38 | 0.38 |
| ڈی کے منٹ | 0.24 | 0.24 | 0.43 | 0.43 | 0.27 | 0.27 | 0.3 | 0.3 | 0.36 | 0.36 | 0.36 |
| H زیادہ سے زیادہ | 0.038 | 0.054 | 0.054 | 0.087 | 0.038 | 0.054 | 0.038 | 0.054 | 0.038 | 0.54 | 0.038 |
| ایچ کوڈر | 1 | 2 | 1 | 2 | 1 | 2 | 1 | 2 | 1 | 2 | 1 |
| K میکس | 0.08 | 0.08 | 0.18 | 0.18 | 0.1 | 0.1 | 0.14 | 0.14 | 0.17 | 0.17 | 0.17 |
| K منٹ |
0.06 | 0.06 | 0.16 | 0.16 | 0.08 | 0.08 | 0.12 | 0.12 | 0.15 | 0.15 | 0.15 |
| بڑھتے ہوئے پلیٹ منٹ کی موٹائی |
0.04 | 0.056 | 0.056 | 0.091 | 0.04 | 0.056 | 0.04 | 0.056 | 0.04 | 0.056 | 0.056 |
مصنوعات کی تفصیلات :
محفوظ کلینچنگ گری دار میوے زیادہ تر مضبوط ، ٹھنڈے سے تیار کرنے والے اسٹیل مرکب سے بنی ہیں۔ عام لوگ کم یا درمیانے کاربن اسٹیل جیسے 1008 ، 1010 ، 1018 ، یا مصر کے اسٹیل جیسے 10B21 ہوتے ہیں۔ زنگ کے خلاف مزاحمت کرنے کے لئے ، AISI 302 ، 304 ، 316 جیسے سٹینلیس سٹیل کے درجات اکثر استعمال ہوتے ہیں۔ آپ کس کو منتخب کرتے ہیں اس پر انحصار کرتا ہے کہ اس کی ضرورت کتنی مضبوط ہے ، یہ کتنی اچھی طرح سے موڑ سکتا ہے ، اور اس میں جو حالات ہوں گے۔ اس مواد کو جس شیٹ میں ڈال دیا جارہا ہے اسے ایک طرف دھکیلنے کے ل enough کافی مشکل ہونا پڑے گا ، لیکن بغیر کسی ٹوٹنے کے تنصیب کی اعلی قوت کو سنبھالنے کے ل enough کافی لچکدار بھی ہے۔ اس طرح ، محفوظ کلینچنگ نٹ ایک سخت ، دیرپا ہولڈ تشکیل دے سکتا ہے۔
کیا محفوظ کلینکنگ گری دار میوے کو پہلے سے پینٹ یا لیپت شیٹس کے ساتھ استعمال کیا جاسکتا ہے؟
ہاں ، محفوظ کلینکنگ گری دار میوے عام طور پر چادروں کے ساتھ ٹھیک کام کرتے ہیں جو پہلے ہی ختم ہوچکی ہیں۔ کلینچنگ کے لئے سرد تشکیل دینے کا عمل گرمی کے ساتھ ملعمع کاری میں گڑبڑ نہیں کرتا ہے جتنا ویلڈنگ کرتا ہے۔ لیکن ہائی پریشر بالکل جہاں نٹ ہے نٹ کے فلانج کے نیچے ٹوٹنے والے پینٹوں کو توڑ سکتا ہے۔
اپنے منتخب کردہ پینٹ یا کوٹنگ کی جانچ کریں تاکہ یہ یقینی بنایا جاسکے کہ یہ اچھی طرح سے عمل پیرا ہے اور اطمینان بخش نظر آتا ہے۔
ہاٹ ٹیگز: محفوظ کلینچنگ نٹ ، چین ، کارخانہ دار ، سپلائر ، فیکٹری
متعلقہ زمرہ
مسدس نٹ
مربع نٹ
ہیکساگون فلینج نٹ
لاک نٹ
کیپ نٹ
مسدس سلاٹڈ نٹ
ہینڈ سکرو دی نٹ
گول نٹ
حبس گری دار میوے
ٹی نٹ
ریڈ نٹ
دیگر گری دار میوے
انکوائری بھیجیں۔
براہ کرم نیچے دیے گئے فارم میں بلا جھجھک اپنی انکوائری دیں۔ ہم آپ کو 24 گھنٹوں میں جواب دیں گے۔








