
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






وقت کی بچت کلچنگ نٹ
تنصیب کے دوران ، وقت کی بچت نٹ کے آس پاس کی شیٹ میٹل کی خرابی ہوتی ہے ، جس سے ایک مضبوط میکانکی انٹلاک پیدا ہوتا ہے۔ ژیاوگو® ایک قابل اعتماد سپلائر مینوفیکچرنگ بولٹ ، گری دار میوے اور پیچ ہے۔
ماڈل:QIB/IND CLA
انکوائری بھیجیں۔
مصنوعات کی وضاحت
وقت کی بچت کلچنگ نٹ کو صحیح طور پر نصب کرنے کے ل you ، آپ کو ایک ہم آہنگ پریس کی ضرورت ہے-ٹنج پر اچھ control ے کنٹرول کے ساتھ ، ہائیڈرولک ، نیومیٹک ، یا سروو الیکٹرک ہونا چاہئے ، نیز مناسب طریقے سے تیار کردہ ٹولز (ایک کارٹون اور ڈائی سیٹ)۔ کارٹون براہ راست نٹ پر دھکیلتا ہے ، اور اسے شیٹ میٹل میں چلا رہا ہے جو معاون ڈائی گہا کے اوپر ہے۔ ایک اچھی طرح سے ڈیزائن کردہ مرنے سے مادی کو نٹ کے کلچنگ حصوں میں قابو پانے کے راستے میں بہہ جانے دیتا ہے۔ فورس کو مستحکم اور ہر چیز سے منسلک رکھنا واقعی اہم ہے۔ اگر آپ کافی طاقت استعمال نہیں کرتے ہیں تو ، کلچ کمزور ہوگا۔ بہت زیادہ استعمال کریں ، اور آپ نٹ یا شیٹ کو نقصان پہنچا سکتے ہیں۔ اور آپ کو پہلے کسی بھی چیز کو پہلے سے تھریڈ کرنے کی ضرورت نہیں ہے۔
قابل اطلاق منظرنامے:
وقت کی بچت کلچنگ گری دار میوے کو صنعتوں میں بہت زیادہ استعمال کیا جاتا ہے جن کو شیٹ میٹل کو موثر انداز میں اکٹھا کرنے کی ضرورت ہوتی ہے۔ جسمانی پینل ، بریکٹ ، چیسیس پارٹس کے ل You آپ انہیں کاروں میں ملیں گے۔ وہ الیکٹرانکس میں بھی ہیں ، جیسے انکلوژرز ، ریک اور گرمی کے ڈوب۔ HVAC سسٹم ان کو بھی ڈکٹنگ اور یونٹوں میں استعمال کرتے ہیں۔ آلات ، ان کے فریم اور ہاؤسنگز ، ٹیلی مواصلات کیبنٹ ، فرنیچر اور لائٹنگ کے ساتھ ، وہ سب وقت کی بچت کے کلینکنگ گری دار میوے کا استعمال کرتے ہیں۔
کوئی بھی کام جس میں شیٹ میٹل (اور بیٹھے ہوئے فلش) سے چپکی ہوئی ایک مضبوط ، قابل اعتماد تھریڈڈ اسٹڈ کی ضرورت ہوتی ہے ، وقت کی بچت کلچنگ نٹ کے ساتھ اچھی طرح سے کام کرتی ہے۔ یہ ان بڑی ویلڈ گری دار میوے یا ڈھیلے فاسٹنرز کی جگہ لے لیتا ہے ، جس سے ڈیزائن اور مینوفیکچرنگ دونوں آسان ہوجاتے ہیں۔
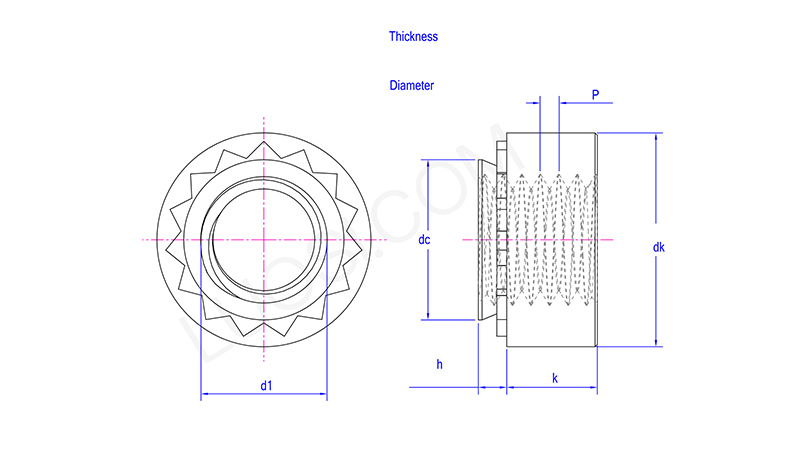
| پیر | 256-0 | 256-1 | 256-2 | 348-0 | 348-1 | 348-2 | 440-0 | 440-1 | 440-2 | 440-3 | 632-0 |
| P | 56 | 56 | 56 | 48 | 48 | 48 | 40 | 40 | 40 | 40 | 32 |
| D1 | #2 | #2 |
#2 |
#3 |
#3 |
#3 |
#4 |
#4 |
#4 |
#4 |
#6 |
| ڈی سی میکس | 0.165 | 0.165 | 0.165 | 0.165 |
0.165 |
0.165 |
0.165 |
0.165 |
0.165 |
0.165 |
0.187 |
| بڑھتے ہوئے سوراخوں کا قطر منٹ |
0.166 | 0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.1875 |
| بڑھتے ہوئے سوراخوں کا قطر زیادہ سے زیادہ |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.1905 |
| ڈی کے منٹ | 0.24 | 0.24 | 0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.27 |
| ڈی کے میکس | 0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.29 |
| H زیادہ سے زیادہ | 0.03 | 0.038 | 0.054 | 0.03 | 0.038 | 0.054 | 0.03 | 0.038 | 0.054 | 0.087 | 0.03 |
| ایچ کوڈر | 0 | 1 | 2 | 0 | 1 | 2 | 0 | 1 | 2 | 3 | 0 |
| K میکس | 0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
| K منٹ | 0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
| بڑھتے ہوئے پلیٹ منٹ کی موٹائی |
0.03 | 0.04 | 0.056 | 0.03 | 0.04 | 0.056 | 0.03 | 0.04 | 0.056 | 0.091 | 0.03 |
اینٹی رسٹ ٹریٹمنٹ:
اس نٹ میں اکثر سطح کے علاج ہوتے ہیں تاکہ وہ زنگ کے خلاف مزاحمت کرنے اور بہتر نظر آنے میں مدد کریں۔ عام لوگوں میں زنک چڑھانا-کلیر ، پیلا ، یا سیاہ-زنک نکل چڑھانا ، جیومیٹ® (ایک غیر الیکٹرویلیٹک غیر نامیاتی کوٹنگ) ، اور سٹینلیس سٹیل کے لئے گزرنا شامل ہے۔ کوٹنگ کو بغیر کسی چپکے بغیر کلینچنگ کے عمل کے ہائی پریشر کے خلاف روکنے کی ضرورت ہے۔
ہاٹ ٹیگز: وقت کی بچت کلینچنگ نٹ ، چین ، صنعت کار ، سپلائر ، فیکٹری
متعلقہ زمرہ
مسدس نٹ
مربع نٹ
ہیکساگون فلینج نٹ
لاک نٹ
کیپ نٹ
مسدس سلاٹڈ نٹ
ہینڈ سکرو دی نٹ
گول نٹ
حبس گری دار میوے
ٹی نٹ
ریڈ نٹ
دیگر گری دار میوے
انکوائری بھیجیں۔
براہ کرم نیچے دیے گئے فارم میں بلا جھجھک اپنی انکوائری دیں۔ ہم آپ کو 24 گھنٹوں میں جواب دیں گے۔








