
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик



آپ کے پروجیکشن ویلڈ اسٹڈز ٹائپ کریں
Xiaguo® کے سپلائر کے ذریعہ تیار کردہ قسم کے ur پروجیکشن ویلڈ اسٹڈز IFI 148-4-2002 کے معیارات کی تعمیل کرتے ہیں۔ مینوفیکچرنگ پودوں میں ، وہ عام طور پر موٹے دھات کے اجزاء کو مربوط کرنے کے لئے استعمال ہوتے ہیں ، اور ان اجزاء کی محفوظ ویلڈنگ کی اہمیت ہے۔ ہم مفت نمونے پیش کرسکتے ہیں۔
ماڈل:IFI 148-4-2002
انکوائری بھیجیں۔
مصنوعات کی وضاحت
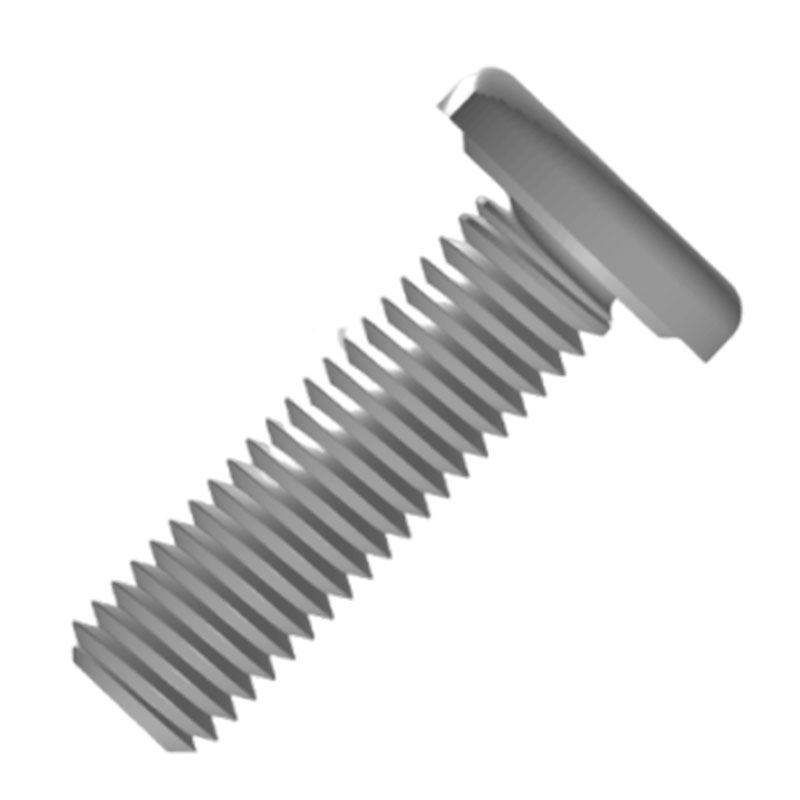
ٹائپ یو آر پروجیکشن ویلڈ اسٹڈز میں ایک بڑی سرکلر فلیٹ سر کی شکل ہوتی ہے ، جس میں ہموار اور فلیٹ سطح ہوتی ہے ، جو منسلک جزو کی سطح کے ساتھ رابطے کے علاقے میں اضافہ کرسکتا ہے۔ وہ اکثر پتلی پلیٹوں اور آرائشی اجزاء کے تعلق میں استعمال ہوتے ہیں۔
مصنوعات کی خصوصیات
انڈاکار پوائنٹ کے ساتھ مکمل طور پر تھریڈڈ اسٹڈز بنیادی طور پر پورے جڑنا میں دھاگے چلاتے ہیں ، جس میں ایک سرے آہستہ آہستہ انڈاکار کے سر تک محدود ہوتا ہے۔ یہ ایک گائیڈ کی طرح ہے ، تنصیب کے دوران جڑنا آسانی سے سوراخوں میں رہنمائی کرتا ہے۔ اس کا مطلب یہ ہے کہ آپ حصوں کے دھاگوں کو نقصان پہنچانے کا امکان کم ہی رکھتے ہیں ، خاص طور پر جب دستی طور پر یا تنگ جگہوں پر کام کرتے ہو۔ دوسرے سرے پر ایک معیاری نٹ استعمال کریں۔
ویلڈنگ کے مکمل ہونے کے بعد ، قسم کے یو آر پروجیکشن ویلڈ اسٹڈز ورک پیس کے ساتھ ایک اعلی طاقت کا کنکشن تشکیل دیتے ہیں ، جو بڑی ٹینسائل فورسز ، قینچی قوتوں اور کمپنوں کا مقابلہ کرنے کی صلاحیت رکھتا ہے۔ یہاں تک کہ طویل المیعاد استعمال کے دوران ، جب بیرونی قوتوں یا سامان کے کمپنوں کا نشانہ بنایا جاتا ہے تو ، اس کے ڈھیلے یا گرنے کا امکان نہیں ہے ، جیسے اسٹیل کے ڈھانچے میں اسٹیل بیم اور اسٹیل کے کالموں کے مابین کنکشن نوڈس کی ویلڈنگ میں ، جو عمارت کے ڈھانچے کی استحکام کو یقینی بناسکتی ہے۔
UR پروجیکشن ویلڈ اسٹڈز کی تھریڈڈ پروسیسنگ کی درستگی زیادہ ہے۔ وہ اندرونی دھاگوں کے ساتھ معیاری گری دار میوے یا اجزاء کے ساتھ مضبوطی اور آسانی سے فٹ بیٹھتے ہیں ، اور انسٹالیشن کے دوران چپکی ہوئی یا تھریڈ سلپج جیسی کوئی پریشانی نہیں ہوگی۔ اس سے یہ یقینی بنتا ہے کہ دوسرے اجزاء کی بعد میں تنصیب آسانی اور درستگی کے ساتھ مکمل کی جاسکتی ہے ، اس طرح اسمبلی کے مجموعی معیار کو بہتر بناتا ہے۔
قسم کے یو آر پروجیکشن ویلڈ اسٹڈز کو چلانے میں بہت آسان ہے اور اس میں پوزیشننگ کے پیچیدہ عمل کی ضرورت نہیں ہے۔ ویلڈنگ کے عمل کے دوران ، اس کے سر پر خصوصی اٹھایا ہوا ڈیزائن اسے تیزی سے ویلڈنگ کے ٹکڑے پر عمل کرنے کے قابل بناتا ہے۔ ایک بار جب ویلڈنگ کا سامان چلنے کے بعد ، اٹھایا ہوا حصہ تیزی سے پگھل جاتا ہے ، اور مضبوطی سے اسٹڈ کو ویلڈنگ کے ٹکڑے پر ویلڈنگ کرتا ہے۔ اس سے تنصیب کا وقت نمایاں طور پر کم ہوتا ہے اور پیداوار کی کارکردگی میں اضافہ ہوتا ہے۔
پروڈکٹ پیرامیٹرز

|
پیر |
#4 |
#6 |
#8 |
#10 |
1/4 | 5/16 | 3/8 | 1/2 |
|
P |
40 |
32 | 32 | 24 | 20 | 18 | 16 | 13 |
|
ڈی کے میکس |
0.26 | 0.323 | 0.385 | 0.448 | 0.575 | 0.755 | 0.88 | 1.005 |
|
ڈی کے منٹ |
0.24 | 0.030 | 0.365 | 0.428 | 0.555 | 0.725 | 0.85 | 0.975 |
|
K میکس |
0.046 | 0.052 | 0.068 | 0.068 | 0.083 | 0.099 |
0.114 |
0.146 |
|
K منٹ |
0.036 | 0.042 | 0.058 | 0.058 | 0.073 | 0.089 | 0.104 | 0.136 |
|
D1 |
0.195 | 0.219 | 0.266 | 0.328 | 0.422 | 0.531 | 0.641 | 0.72 |
|
H زیادہ سے زیادہ |
0.013 | 0.015 | 0.018 | 0.02 | 0.027 | 0.033 | 0.037 | 0.047 |
|
H منٹ |
0.008 | 0.01 | 0.013 | 0.015 | 0.021 | 0.027 | 0.031 | 0.041 |
|
e |
0.022 | 0.025 | 0.031 | 0.035 | 0.048 | 0.06 | 0.068 | 0.088 |
|
r زیادہ سے زیادہ |
0.015 | 0.02 | 0.025 | 0.03 | 0.04 | 0.045 | 0.05 | 0.06 |
ہاٹ ٹیگز: ٹائپ یو آر پروجیکشن ویلڈ اسٹڈز ، چین ، کارخانہ دار ، سپلائر ، فیکٹری
متعلقہ زمرہ
انکوائری بھیجیں۔
براہ کرم نیچے دیے گئے فارم میں بلا جھجھک اپنی انکوائری دیں۔ ہم آپ کو 24 گھنٹوں میں جواب دیں گے۔








