
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






فلانج کے ساتھ اعلی طاقت ویلڈ ہیکساگن نٹ
فلانج کے ساتھ اعلی طاقت ویلڈ مسدس نٹ کا ایک اہم فائدہ ان کی اعلی پل آؤٹ طاقت ، کمپن مزاحمت ، اور اسمبلی کے دوران سیدھ میں آسانی کا مجموعہ ہے۔ ژاؤوگو ® مسابقتی قیمتوں کا تعین اور موثر بین الاقوامی شپنگ خدمات مہیا کرتا ہے۔ ہم مفت نمونے فراہم کرسکتے ہیں۔
ماڈل:Q 366-2012
انکوائری بھیجیں۔
مصنوعات کی وضاحت
کاربن اسٹیل ہائی طاقت ویلڈ ہیکساگن نٹ عام طور پر 5 ، 8 ، یا 10 (ASTM A563 سے) یا اسی طرح کے آئی ایس او پراپرٹی کلاسوں جیسے 8 ، 10 ، 12 جیسے فٹ گریڈ کے ساتھ فٹ ہے۔ اس سے یہ یقینی بنتا ہے کہ ان کے پاس مخصوص مکینیکل خصوصیات ہیں۔ سٹینلیس سٹیل والے عام طور پر ASTM A194/A194M یا ASME معیارات پر پورا اترتے ہیں ، جو ان کے کیمیائی میک اپ کا احاطہ کرتے ہیں اور وہ کس حد تک سنکنرن کی مزاحمت کرتے ہیں ، ایسی چیزیں جو ان گری دار میوے کے لئے اہم ہیں۔
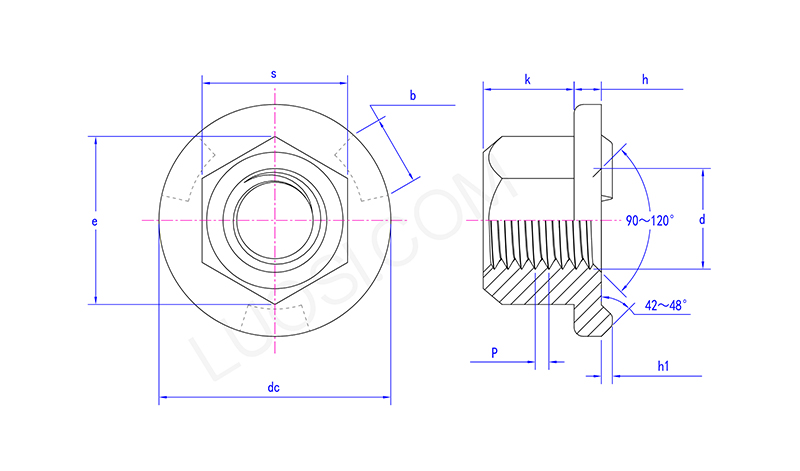
| پیر | ایم 8 | M10 | M12 | M14 |
| P | 1.25 | 1.5 | 1.75 | 2 |
| H1 زیادہ سے زیادہ | 1.1 | 1.3 | 1.3 | 1.3 |
| H1 منٹ | 0.9 | 1.1 | 1.1 | 1.1 |
| ڈی سی میکس | 22.5 | 26.5 | 30.5 | 33.5 |
| ڈی سی منٹ | 21.5 | 25.5 | 29.5 | 32.5 |
| ای منٹ | 13.6 | 16.9 | 19.4 | 22.4 |
| H زیادہ سے زیادہ | 2.75 | 3.25 | 3.25 | 4.25 |
| H منٹ | 2.25 | 2.75 | 2.75 | 3.75 |
| بی میکس | 6.1 | 7.1 | 8.1 | 8.1 |
| بی منٹ | 5.9 | 6.9 | 7.9 | 7.9 |
| K منٹ | 9.64 | 12.57 | 14.57 | 16.16 |
| K میکس | 10 | 13 | 15 | 17 |
| ایس میکس | 13 | 16 | 18 | 21 |
| ایس منٹ | 12.73 | 15.73 | 17.73 | 20.67 |
احتیاطی تدابیر:
اعلی طاقت ویلڈ ہیکساگن نٹ کو فلانج کے ساتھ مناسب طریقے سے ڈالنے کا مطلب صحیح ویلڈنگ کے مراحل کا استعمال کرنا ہے۔ نٹ کو صحیح جگہ پر سیٹ کرنے کی ضرورت ہے اور ورک پیس کی سطح کے خلاف مضبوطی سے رکھے جانے کی ضرورت ہے - اس بات کا یقین کریں کہ سطح صاف اور تیار ہے۔ پروجیکشن ویلڈنگ کے ل you ، آپ کو صحیح موجودہ ، وقت اور دباؤ کا استعمال کرنا ہوگا۔ آرک ویلڈنگ کے ل it ، یہ صحیح تکنیک کے بارے میں ہے۔ کسی بھی طرح سے ، یہ حق حاصل کرنا ضروری ہے۔ آپ کو ایک ویلڈ کی ضرورت ہے جو پورے راستے میں جاتا ہے ، لیکن نٹ کے دھاگوں میں خلل ڈالے بغیر۔ اس طرح آپ اس بات کو یقینی بناتے ہیں کہ مشترکہ برقرار ہے۔
تنصیب کی ہدایات:
فلج کے ساتھ فلانج کے ساتھ اعلی طاقت ویلڈ مسدس نٹ کی پیش کش کرنے کے ل you ، آپ کو عام طور پر ایک خاص مزاحم ویلڈر کی ضرورت ہوتی ہے۔ اس میں الیکٹروڈ کا صحیح دباؤ ، موجودہ اور وقت کی ترتیبات ہونی چاہئیں جو نٹ کے سائز اور مواد کے ل work کام کرتی ہیں۔ تجویز کردہ ترتیبات کے لئے کارخانہ دار کی انفارمیشن شیٹ چیک کریں جو آپ کے مخصوص گری دار میوے کے مطابق ہیں۔
ہاٹ ٹیگز: فلانج ، چین ، مینوفیکچرر ، سپلائر ، فیکٹری کے ساتھ اعلی طاقت ویلڈ مسدس نٹ
متعلقہ زمرہ
مسدس نٹ
مربع نٹ
ہیکساگون فلینج نٹ
لاک نٹ
کیپ نٹ
مسدس سلاٹڈ نٹ
ہینڈ سکرو دی نٹ
گول نٹ
حبس گری دار میوے
ٹی نٹ
ریڈ نٹ
دیگر گری دار میوے
انکوائری بھیجیں۔
براہ کرم نیچے دیے گئے فارم میں بلا جھجھک اپنی انکوائری دیں۔ ہم آپ کو 24 گھنٹوں میں جواب دیں گے۔








